Text Ralf Steck, Hans Robert Koch ––– Photography
Awhole host of megatrends are currently turbocharging automation. On the one hand, the digital transformation is creating the necessary technical and digital foundations, while on the other, demographic developments and the resulting skills shortage are forcing companies to make the best possible use of their existing staff, based on each employee’s particular skill set. Increasingly, automation solutions are being used to perform simpler, repetitive tasks, while skilled staff carry out test and development work.
NOTHING WORKS WITHOUT DATA
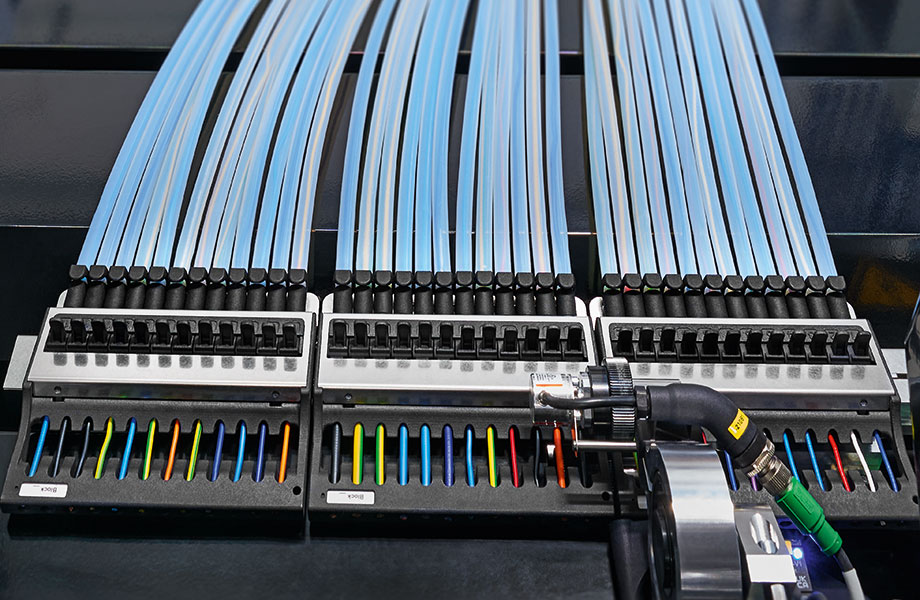
In panel building and switchgear manufacturing, too, some processes are already automated or supported digitally – for example, the machining of mounting plates or cable processing on the basis of digital data from Eplan. In other areas, work on integrating digital support into manual work processes is only just starting. One example is the Eplan Smart Wiring solution, which guides workers step-by-step through the manual wiring of enclosures. Moreover, the Rittal Wire Handling System (WHS) “shoots” wires that have been assembled on demand by the Rittal Wire Terminal directly to the workstations, by means of air pressure and a pipework system. Even staff who don’t have the relevant specialist skills can therefore wire an enclosure efficiently and without errors.
Without the relevant digital data, it would be virtually impossible to use all these support solutions efficiently. Only when a wire’s colour, cross section, ends, length and routing are defined in the enclosure’s digital twin can automated wire processing be used effectively.
WIRES WITH A “LIFE OF THEIR OWN”
The wiring robot goes one step further. It wires terminal strips and components on mounting rails automatically, with one-sided or two-sided wiring, and complete with a wire pull-off test. As Jochen Trautmann, Managing Director of Rittal Automation Systems, explains: “As I see it, there’s simply no alternative to automation in panel building! Control system requirements are growing constantly, and yet it’s getting harder and harder to find skilled staff. Many companies are finding it impossible to recruit even semi-skilled staff.”
Trautmann outlines the technical challenges associated with developing a robot of this kind. “First of all, it’s really difficult to position a wire precisely with a robot gripper. Wires are flexible, so the stripped end is never straight out in front. What’s more, when the part of the wire behind the gripper moves, the position of the tip of the wire changes, too. Last but not least, when the first end of the wire has been positioned, the process of taking hold of the other end and twisting the tip is a mechanically challenging one.”
WIRE PULL-OFF TEST INCLUDED
Once you get to grips with the fact that the wire seems to have a life of its own, there are major benefits to a robot system of this kind. The robot carries out a wire pull-off test immediately after every contact – in other words, it pulls on the newly inserted wire with a defined force and measures the resistance. If the wire yields or slips out the terminal – or if it wasn’t inserted into the contact in the first place – this is detected and can be rectified. There is therefore no doubt that every wire is in the right place and has the right contact, so there’s no need for follow- up checks during the testing phase.
CORRECT DATA IS THE KEY
Data quality is even more challenging. It is not only the position of every contact point in three dimensions that needs to be communicated to the robot, but also the orientation and depth of the contact terminal into which the wire is to be inserted and the position of the labelling panel. Even though many manufacturers supply 3D models of their components, these are not detailed enough for the robot application.
“We need very precise data for every terminal,” explains Trautmann. “We can use a camera to determine the position of the component on the top hat rail and then adjust the contact point coordinates accordingly. However, the geometry and coordinates of the contact points must be included in the models supplied by the component manufacturer,” he continues. The aim is to generate the robots’ path control programs automatically and directly from the 3D plan from Eplan.
SHARING INSIGHTS WITH CUSTOMERS
Trautmann explains the current state of development: “There’s still quite a lot to do before the robot will be ready to go into production. We need to continue sharing our insights with our customers, learn more about wire handling, keep on optimising the system and work on data quality in collaboration with the component manufacturers. Our main aim is to increase process reliability to the point where hardly any errors occur.”